



1)板材有材质证明,外观检查必须达到平整、光滑、无划痕、无锌层剥落,且符合设计要求,否则不得使用。
2)加工前,清除板材上的油污,做到一摸、二擦、三查,保证将油污彻底清除干净。
3)在加工过程中,为避免铁皮被划磨出伤痕,破坏锌层或沾染灰尘,在平整的水泥地面上铺3mm 厚的橡皮板,在橡皮板上下料。
4)在剪切、制咬口、拼接、折方、搬运片料时,采用存放架或四轮小推车接料转送,不得触地拖拉;半成品堆放在置有橡皮板的平台上。
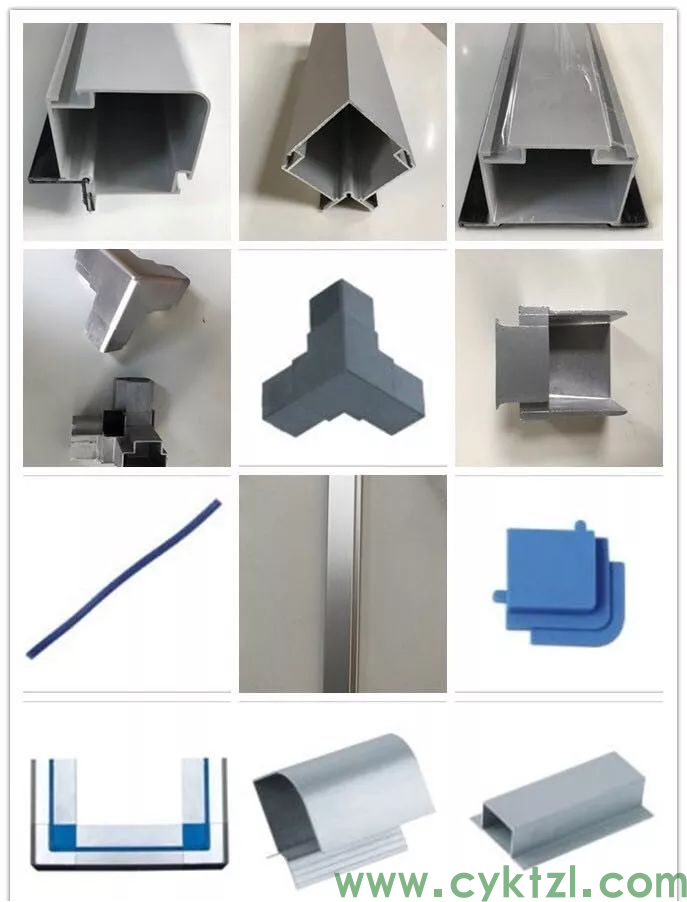
5)法兰加工控制要点:型材必须达到优质标准,不得有锈蚀、结皮或麻点;法兰焊接缝平整度错口不大于0.5mm,铆钉必须经过镀锌处理,铆钉间距不大于100mm(螺孔间距不大于12mm),孔距准确,具有互换性;焊渣、焊接飞溅物、浮锈彻底清除干净;涂刷附着力强的防锈底漆二度,螺孔及转角不得有油漆淋滴现象。
6)内管、部件、配件半成品组合,先将咬口处污物清除干净,组合铆接后,采用涂胶或锡堵塞缝隙和孔洞。德州春意空调设备有限公司翻边宽度一致,大于7mm,同时不遮盖住螺孔;平整度小于1mm。成品分类搁平存放,注意保护漆面不受磨损;需加固的风管,加强筋只允许设置在外壁上。

7)风管、部件、配件制作,咬口形式采用单咬口、转角咬口、联合咬口等形式。
8)制作风管时应根据板材下料,尽量减少接缝,其具体规定如下:矩形风管底边宽在800mm以内不得有接缝,800mm-1000mm只有一条接缝,2400mm以内可有两条接缝,以上各尺寸都禁止有横向拼缝,矩形风管的长边与短边之比不宜大于4:1;拼缝咬口采用单平式咬口,注意转角咬口时将拼接平整面放在管内壁,不得有反转现象;柔性短管制作选用软橡胶板或优质人造革,制作要求内壁光滑,纵缝胶合平整,不得有孔洞或漏胶缝隙。
9)风管的清洗:风管清洗工作尤为重要,镀锌钢板一般都没有经过脱脂处理,钢板表面涂有大量的油脂,若不清洗干净,则会在运输、安装及以后的运行过程中染尘,长期使用过程中可能导致积尘飞扬,使过滤器前的空气含尘浓度突然增大,这对高效过滤器的使用有很不利的影响。清洗主要是除尘和脱脂。除尘采用清水或纯水加中性清洗剂,脱脂采用三氯乙烯或工业酒精。
清洗的顺序为:清水或纯水洗 中性清洗剂清洗 用三氯乙烯或工业酒精脱脂 清水或纯水洗洁净布擦洗 白绸布检验(不变色为合格)。
合格以后的风管立即用塑料薄膜封口处理。

10)风管加工制作好后认真做好全面检查,交接检查验收合格后用优质柔性塑料薄膜封口,封口部位用胶布箍扎严密,然后分类码放。
